企业免费推广平台
南京泰元精密机械有限公司走心机|双主轴车削中心|桁架机械手|斜床身车床
138****2966
动力刀座指的是安装在动力刀塔上、可由伺服电机驱动的刀座。这种刀座一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。中文名动力刀座位置动力刀塔注意不可超过刀座额定比较大转速;目的新世代车铣复合机更臻完善目录1定义2传动方式?VDI系统?BMT系统?非标系统3制造商4使用说明书5选用动力刀座定义编辑伴随着加工件的日益复杂化、精度等级以及加工效率的提高,多轴向、高转速成为工具机必备的条件,除了加工中心机走向机能复合化外,车床方面已由早期的卧式车床开发出许多新的加工形态,例如双刀塔、立式车床、倒立车床,嘉定区高精度车铣复合厂家直销、以及车铣复合机种,以顺应新时代加工方式的需求。其中车铣新概念复合机无疑是一项新技术结合的工具机杰作,比较大的优点在于可轻易地在同一机台上做复杂零件的加工,嘉定区高精度车铣复合厂家直销,可同时进行车削、钻孔、攻牙,嘉定区高精度车铣复合厂家直销、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削……等等。藉由一台工具机即可完成一个零件的所有加工流程,**降低上下料换机台加工的时间,以及减少人为公差的机会,达到“DoInOne”的加工概念。在新世代车铣复合机中,不论是具分度的C轴头部、副主轴、Y轴等,都必须搭配动力刀塔才能具备车铣复合的功能。马扎克车铣复合多少钱。嘉定区高精度车铣复合厂家直销
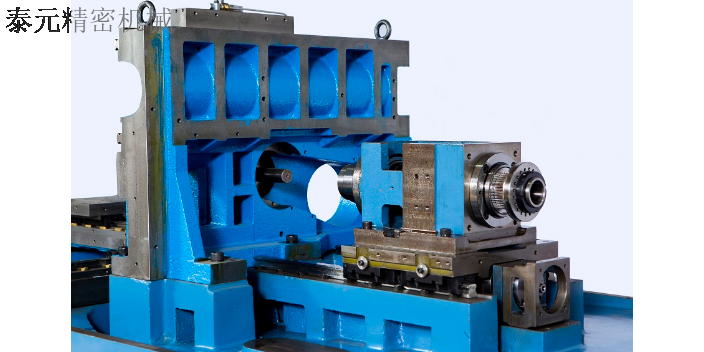
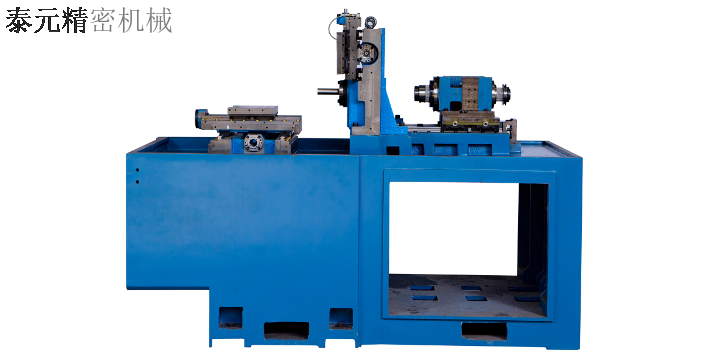
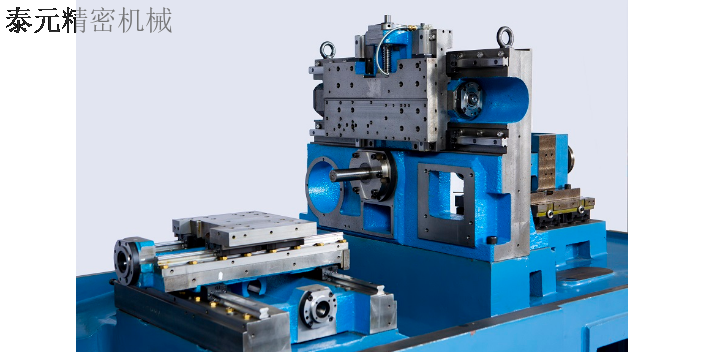
五轴卧式车铣复合加工中心五轴卧式车铣复合加工中心的总体布局为龙门式热对称结构。由左右立柱、联接梁和作业台底座构成框架式结构,经有限元法核算,五轴卧式车铣复合加工中心使机床大件及整机具有**度、高刚度、高吸振性的特点。横梁在左、右立柱导轨上移动,由双轴伸沟通电机驱动,经左右横梁升降箱、螺母丝杠传动,完成横梁上下移动,在横梁上右侧设置一个数控车削刀架,由沟通伺服电机驱动;在横梁上左边设置一个数控铣削刀架,由沟通伺服电机驱动。五轴卧式车铣复合加工中心基础件(左、右立柱、横梁、作业台及作业台底座等)均为整体铸造结构,五轴卧式车铣复合加工中心选用**度低应力铸铁原料,铸后进行焖火、粗加工后经时效处理,使机床具有**度、高刚度、高抗振性、高吸振性的特性。龙门架由左、右立柱及联接梁组成。左右立柱和作业台底座为热对称结构。在刚度匹配规范中,龙门架的X向刚度和改变刚度分配占较大的比例,新型双柱立式车床立柱较传统立柱在X向上加宽,增强加工零件尺寸方向上的刚度,保证加工零件的尺寸精度,为保证龙门架的抗扭刚度,左右立柱中选用斜筋排布,经核算机的有限元优化设计,保证龙门框架具有足够的刚度和强度。常州数控车车铣复合优势肖特动力刀座怎么样。
因此一款功能性佳、精度高的C轴动力刀塔,将使新世代车铣复合机更臻完善。动力刀座(14张)联轴器形式各类动力刀座(7张)动力刀座传动方式编辑一般可分为德式快换刀座VDI系统,日韩标准BMT系统,以及非标联轴器。动力刀座VDI系统1、一字型:意大利Duplomatic轴向入刀式刀塔**驱动齿DIN1809;零点定位齿型(渐开线栓槽型):德国SAUTER刀塔改良型**驱动齿DIN5480/5482;2、梅花型:意大利BARUFFALDI刀塔**驱动齿SPURMTTOEM;3、T字齿:美国HASS刀塔**驱动齿;4、斜伞齿轮:德国特劳伯TRAUB刀塔**驱动齿。动力刀座BMT系统1、一字型:韩国斗山DOOSAN(PUMA系列)刀塔**1809;2、零点定位齿型:5480;3、特殊一字型:日本森精机MORISEIKI(NL系列)刀塔**;动力刀座非标系统一般要找原厂家购买,也可找动力刀座制造商定制。动力刀座制造商编辑国内只有中国台湾能制造动力刀座的,其中规格较全的为中国台湾HOLDWELL豪力辉。国外动力刀座专业厂家如西班牙MADAULA等,另各大生产车铣复合机的厂商均有配套刀座销售,但一般只针对该公司的刀塔配套,而不会制造其他型号的刀座。动力刀座使用说明书编辑1、不要再没有开启冷却液的情况下使用,内部油封可能快速磨损。
收藏查看我的收藏0有用+1已投票0车铣复合编辑锁定本词条由“科普中国”科学百科词条编写与应用工作项目审核。复合加工是机械加工领域目前国际上**流行的加工工艺之一。是一种先进制造技术。复合加工就是把几种不同的加工工艺,在一台机床上实现。复合加工应用*****,难度**大,就是车铣复合加工。车铣复合加工中心相当于一台数控车床和一台加工中心的复合。中文名车铣复合外文名turn-millcombination属于一种先进制造技术领域工程技术目录1简介2优势3特点4区别5发展现状车铣复合简介编辑车铣复合机床是复合加工机床中发展**快、使用*****的数控设备。机床复合化是机床发展的重要方向之一。复合机床又包括车铣复合、车铣磨复合、铣磨复合、切削与3D打印复合、切削与超声振动复合、激光与冲压复合等多种多样的形式,复合的目的就是让一台机床具有多功能性,可一次装夹完成多任务,提高加工效率和加工精度[1]。车铣复合优势编辑与常规数控加工工艺相比,复合加工具有的突出优势主要表现在以下几个方面。(1)缩短产品制造工艺链,提高生产效率。车铣复合加工可以实现一次装卡完成全部或者大部分加工工序,从而**缩短产品制造工艺链。中国台湾动力刀塔品牌。
多组刀具模组5环绕于所述刀盘3设置。其中,刀具传动机构4的动力输出端处设有活动对接头7。在滑动输出齿轮6滑动至电机1的输出轴上的***位置处,滑动输出齿轮6与刀盘传动机构2的动力输入端啮合。在滑动输出齿轮6滑动至电机1的输出轴上的第二位置处,滑动输出齿轮6与刀具传动机构4的动力输入端啮合,刀具传动机构4的动力输出端能够通过活动对接头7的移动与多组刀具模组5中的一组刀具模组的动力输入端连接。其中,电机可采用伺服电机。活动对接头可连接有差动离合器,通过差速离合器控制活动对接头位移。在使用过程中,可通过调节滑动输出齿轮的位置来转换刀盘、刀具的转动。当需要进入换刀程序时:如图1、图3所示,数控系统发出指令,换位油缸8向左推动,滑动输出齿轮6与刀具传动机构4的动力输入端脱离,而与行星减速机21输入齿轮啮合,动作到位后信号开关二81输出电平转换信号;同时,离合器油缸9向右推动,活动对接头7与刀具模组5的动力输入端分离,动作到位后信号开关四91输出电平转换信号;同时,刀盘油缸10向左推动,动齿盘11与双齿盘12脱开啮合,实现刀盘松开动作,动作到位后信号开关三101输出电平转换;以上松刀动作完成后。动力刀座的生产厂家。温州精密车铣复合哪里有
车铣复合加工复杂零件。嘉定区高精度车铣复合厂家直销
内置电机的伺服刀塔本专利技术属于刀塔,尤其是涉及一种内置电机的伺服刀塔。技术介绍目前使用的传统刀塔结构的刀盘转动形式,主要是以普通的伺服电机带动减速机转动。传统的刀塔结构复杂,组件需要的安装空间大、刀塔的体积大,外形尺寸太长,多了减速机就多了一道传动环节,传动精度低,传动间隙大等问题,而且成本高。而对于整体的机床整机设计而言,因为刀塔长度较长导致在整机结构设计时相应的Z向进给轴的行程要长一些,这样相应与之有联系的部件都会加长,例如机床的床体部分,外防护部分。床体部分对于机床整体来讲是主要部件,床体尺寸的增加会直接增加成本。在现有的传统刀塔中,伺服电机通常位于刀塔的箱体外,当伺服电机带动刀盘转动过程中,同时伺服电机的旋转到一定的角度来实现对刀盘角度的旋转,而由于刀盘在加工过程中需要较高的精度,伺服电机的旋转难以确保刀盘的换刀精度。技术实现思路本专利技术是为了克服上述现有技术中的缺陷,提供一种准确定位、锁紧稳定,高效可靠的内置电机的伺服刀塔。为了达到以上目的,本专利技术所采用的技术方案是:内置电机的伺服刀塔,包括伺服电机、箱体和旋转齿盘,伺服电机和旋转齿盘位于箱体的相对两端。嘉定区高精度车铣复合厂家直销
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
南京泰元精密机械有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

